






| HIGH-TORQUE RETENTION KNOBS | |
| RETENTION KNOB SOCKETS | |
| SPADE DRILL TIPS | |
| Speeds & Feeds | |
| SPADE DRILL HOLDERS | |
| IDENTIFY or ORDER CUSTOM RETENTION KNOBS |
||
| IDENTIFY or ORDER CUSTOM SPADE DRILL TIPS |
||
| IDENTIFY or ORDER CUSTOM SPADE DRILL TOOL HOLDERS |
||
When buying from your local
distributor, always look for this label
and set your course for quality!
![]()
Product Info |
Maintenance Info |
"Design A Special" |
Labels |
Order Online

With our new high-torque retention knobs, you can get even more life out of your machines & tools. Read about how our high-torque knobs are changing the industry. The high-torque retention knobs are designed to be balanced dynamically from end to end, which make it much easier to keep balanced toolholders within tight balancing tolerances after installation.
The J&M High Torque Retention Knob Difference
- Made from hot rolled 8620H fine grain steel
- Improves durability
- Extends part life
- Reduces distortion from heat treat
- Shot peened to relieve stress
- Deburred with radius corners for better finish
- Better finishes than required by International Standards
- Written inspection records on every mfg. lot
- Made in the USA from USA manufactured materials
- 2X to 10X less expansion of the toolholder shank
- Laser-marked with month/year of purchase to help determine life span
- Laser-marked with part number, serial number for traceability
Qualities in Our High-Torque Retention Knob
- REDUCES TOOLHOLDER EXPANSION
- REDUCES COSTS
- INCREASES PROFIT
- INCREASES PRODUCTION
- INCREASES TOOL LIFE
- INCREASES FEED RATES
- INCREASES RIGIDITY
- IMPROVES TOOLHOLDER BALANCE
If the Retention Knob breaks when roughing with an end mill, the down time
may be from 2 to 10 weeks depending on the severity of the damage. The repair
may be as simple as replacing the tool holder and Pull Studs and regrinding
the spindle in house to clean up any damage that has been done. Or it may require
the replacement of the spindle by factory repairmen. The repair cost may run
fruom $3,500 to as high as $40,000 per crash.
You can see that it is more cost-effective to keep track of the Pull Studs'
time in use and the type of duty cycle they have had. For this reason, J&M
Machine has Laser Marked Retention Knobs with the month and year manufactured and serial
number on the flange (S/N 03/02- 000323). This information can be used in a safety log.
Many manufacturers have machines which use different Retention Knobs or Pull Studs. These labels are used to identify the type of Retention Knobs or Pull Studs used on a machine.
You can stick them to a machine, put them in the tool cabinet, place them in the machine operation manual or for reference, place them in the rolodex card file. This way you insure that you order the correct Retention Knobs the next time you order.
RETENTION KNOB AND PULL STUD LABELS HAVE:
- Supplier's name
- Part number
- Phone number
- Short description of Retention Knob or Pull Stud
- Drawing of Knob / Stud
- Warning statement
- Order/lot number of shipment.
Extra labels with peel-off backing are supplied upon request.
Protect Retention Knob or Pull Stud Information by using laminated labels in oily areas. The
next time you order 20 Retention Knobs, tell your distributor to include your
four complimentary labels (3 peel-off labels and 1 laminated label for oily applications)
with your next tooling package.
Read An excerpt from CMTA View's June 2009 article.
New Generation High-Torque Retention Knobs
Using the first generation of our taper shank test fixture, we began experimenting with the actual retention knob design. Using this fixture we found that standard retention knobs inserted into the toolholder with as little as twenty foot/pounds of torque expanded the toolholder shank. Using the newest design of the test fixture, we now know that the toolholder actually will begin to expand with as little as five to fifteen foot/pounds of torque. Even in light of these new findings, we have proven that the new, High Torque retention knobs, when tightened to the same torque value as standard retention knobs, expand the toolholder shank two- or three- times less than standard knobs. The inclusion of a pilot on the high torque ANSI retention knobs greatly reduces the likelihood of retention knob breakage, especially when the Belleville washers are not performing at full strength. The High Torque retention knobs are designed to be balanced dynamically from end to end, which make it much easier to keep balanced toolholders within tight balancing tolerances after installation.
The graph below indicates the growth we experienced while testing using the second generation fixture and the High Torque retention knobs compared to standard retention knobs.
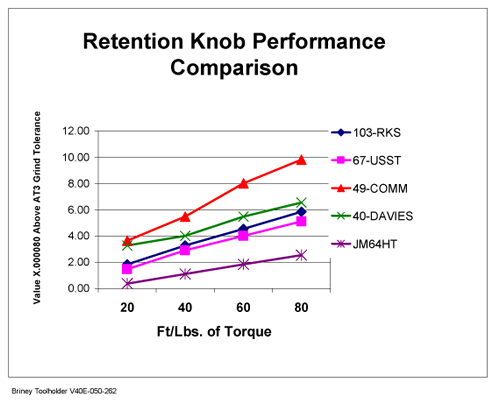
Graph explanation
The vertical axis on the graph on page 11 is based on a toolholder grind tolerance of 0.000080 inch. The greatest deformation reflected by the graph, at 80 ft. /lbs., is approximately 10 times the tolerance, or 0.0008 inch. While this number may seem miniscule, bear in mind that this discrepancy increases by a factor of 3.40 or 0.0027 inch. This number represents the distance that the toolholder moves out of the spindle due to the deformation of the toolholder. The resultant impact is that toolholders that measure 5.400 inches in length from the face of the spindle to the tool tip may run out up to 0.002400 inch T.I.R.
This same graph illustrates that the same toolholder, paired with a High Torque retention knob, may experience tool tip run out up to 0.000576 inch T.I.R., which is a significant difference. Simply stated, the two numbers represent the diameter the tool would be free to move forward and back or side-to-side. Therefore, by implementing lower torque pressure during retention knob installation, along with the selection of the best quality toolholder and use of a High Torque retention knob instead of a standard knob, the distortion problem is solved.
It’s important to maintain retention knob installation torque at an acceptable level. Machines with 40 taper spindles normally have draw bar pressure of 2,500 pounds or less. Lateral force of 1.25 times the draw bar force, or 28 to 33 ft/lbs of torque, is adequate to ensure that the retention knob does not lose contact with the face of the toolholder.
John Stoneback, President
J&M Machine, Inc.
J&M Machine Inc. has manufactured retention knobs for 35 years. Test documentation on this subject is available at www.retentionknobtorquetest.com. Questions call (440) 357-1234, fax (440) 357- 1129 or
e-mail info@jmmachineinc.com.
| Click icon to view video | |
| For End Users | |
| For Machine or Tool Dists | |
| For Machine or Tool Manfs | |
| Toolholder Deformation Test | |
| Demonstration Video | |
| » » |
View at Modern Machine Shop View at Production Machining |
| » | The KNOB Problem Read our article in Modern Machine Shop - June 2009 |
| » | The taper test: prototype fixture finds why vexing toolholder wear marks appear. Read our article in Tooling & Production - May/June 2009 |
| » | The Taper Test Read our article in Entrepreneur eZine - June 2009 |
| » | Do Your Toolholders Fit Your CNC Spindles? We've Taken A Second Look. Read our article in CMTA - Spring 2009 |
| » | Fitness Gage Read our article in Cutting Tool Engineering - April 2009 |
| » | High Torque Retention Knob Details |
| » | Taper Shank Test Fixture Details |
|
|
J&M Machine is your complete Retention Knob / Pull Stud source to service your requirements. We carry over 500 different varieties of retention knobs manufactured to U.S., German and Japanese standards as well as a myriad of specials. J&M Machine is the leader in manufacturing certified, quality Retention Knobs and Pull Studs.